- 定做培养基/定制培养基
- 颗粒培养基
- 标准菌株生化鉴定试剂盒
- 预灌装即用型成品培养基
- 2025年版中国药典
- 促销/特价商品
- 院感/疾控/体外诊断/采样管
- 样品采集与处理(均质)产品
- 按标准检索培养基
- 模拟灌装用培养基
- 干燥粉末培养基
- 培养基添加剂/补充剂
- 生化反应鉴定管
- 染色液等配套产品
- 对照培养基/标准品
- 实验耗材与器具
- 生化试剂/化学试剂
- 菌种鉴定服务
工艺风险评估
山东拓普生物工程有限公司
Shandong Tuopu Biol-Engineering Co.,Ltd
风
险
评
估
报
告
目 录
1、概述
2、目的
3、范围
4、风险管理分析方法
5、风险管理人员及其职责分工
6、依据
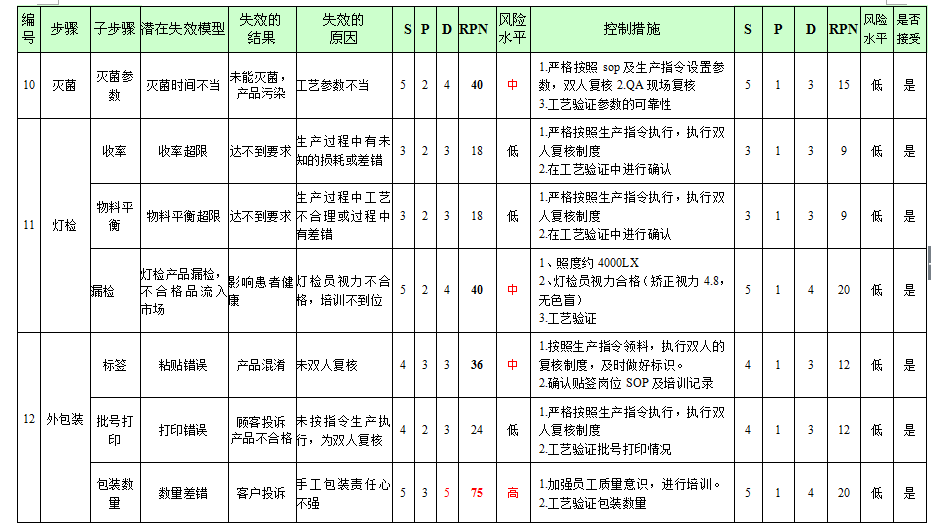
7、生产工艺存在的风险评估
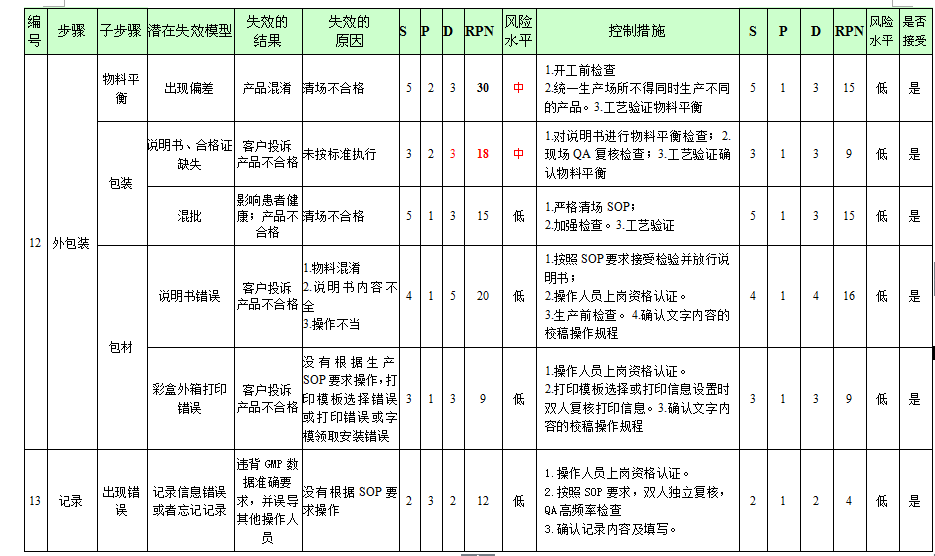
8、提取生产过程风险分析与控制措施
9、结论
1、概述
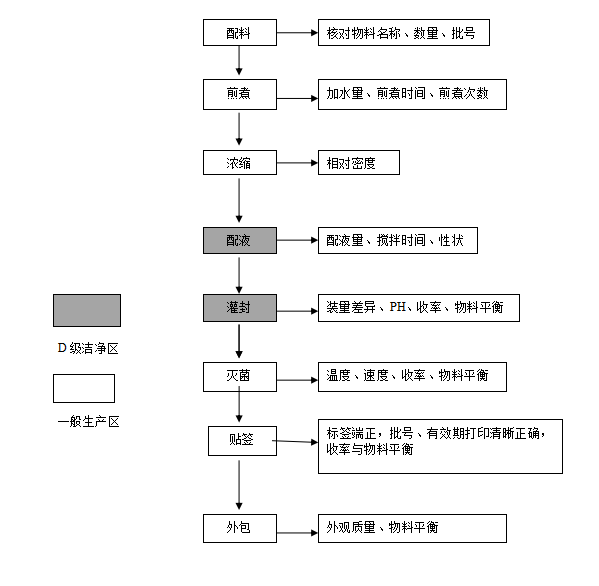
是我公司液体制剂车间的重要品种,其生产工序主要包括提取、浓缩、配液、洗瓶、灌装、灭菌、灯检、贴签和外包装等。为确保本品在液体制剂车间能顺利地生产出符合标准和规范要求的药品,主动确定并控制潜在的质量风险,最大限度地降低患者用药风险,公司就阿胶益寿口服液生产过程进行了质量风险评估――工艺关键性评估。
2、目的
生产的全过程中所有可能出现的风险进行评估,确定重点控制的目标,制定纠正和预防措施,对于高风险和中等风险的必须确定降低风险的措施,低风险加强生产过程控制,确保产品质量,降低风险发生的可能性,提高可识别性,将风险控制在可接受水平。如果采取风险控制措施和预防措施后风险仍不可接受,应重新制定降低风险的措施和办法。
3、范围
车间阿胶益寿口服液生产工艺全过程
4、风险管理分析方法
失败模式分析法(FMEA)
5、 风险管理人员及其职责分工
序号
成员
职务
分工
职责
1
质量管理部经理(质量授权人)
组长
负责组织评估方案、评估报告及评估证书的审批。
负责对参与风险管理人员的资格认可;
全面监督、组织实施风险管理活动;
参与风险分析和评价
2
生产部部长
组员
对风险控制措施的结果进行验证;负责不合格品的评审;组织实施风险管理活动;负责风险分析和评价。审核风险管理报告;参与风险分析和评价。
3
工艺主管
组员
方案起草,资料编写、信息汇总
在生产过程中采取风险控制措施,降低或消除风险;
4
设备主管
组员
提供必要的评估信息
5
QA主管
组员
提供必要的评估信息
6
车间主管
组员
提供生产过程与风险有关的相关信息;
7
物料主管
组员
参与产品原辅料的质量跟踪,并反馈相关信息;参与风险分析和评价。
8
QC主管
组员
提供必要的评估信息
9
现场QA
组员
提供必要的评估信息
10
工艺员
组员
提供领料及文件、记录相关的信息
11
工艺员
组员
提供领料及文件、记录相关的信息
6、依据
《药品生产质量管理规范》(2010年修订)、《药品GMP指南》2011
《生产工艺规程》、《质量标准》
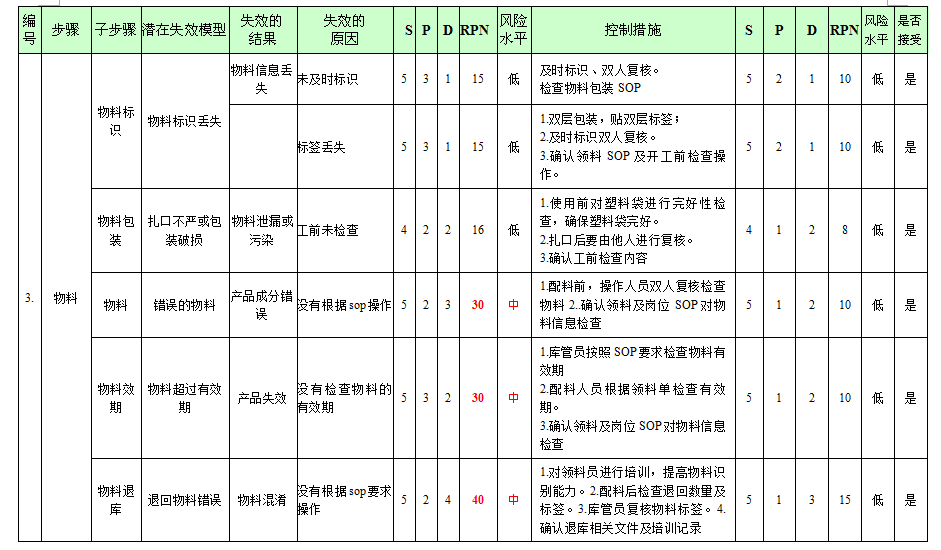
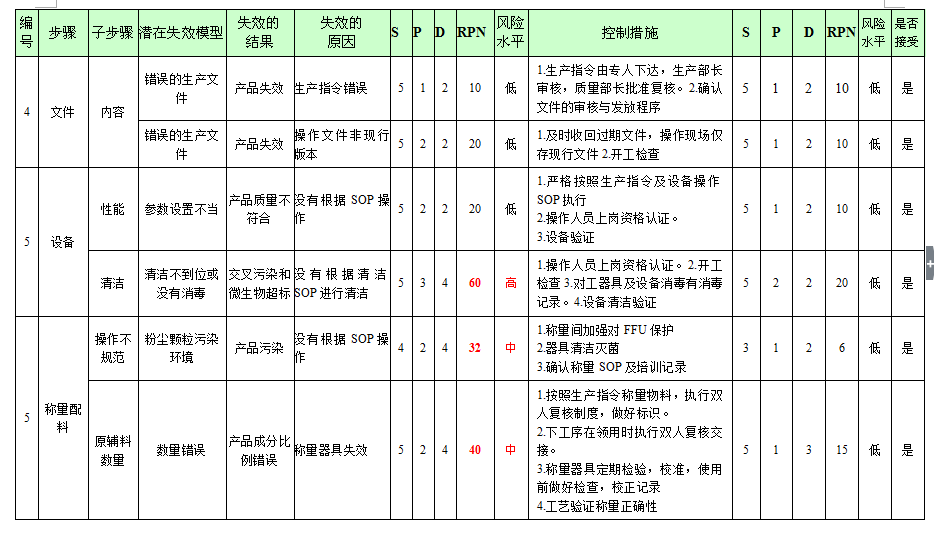
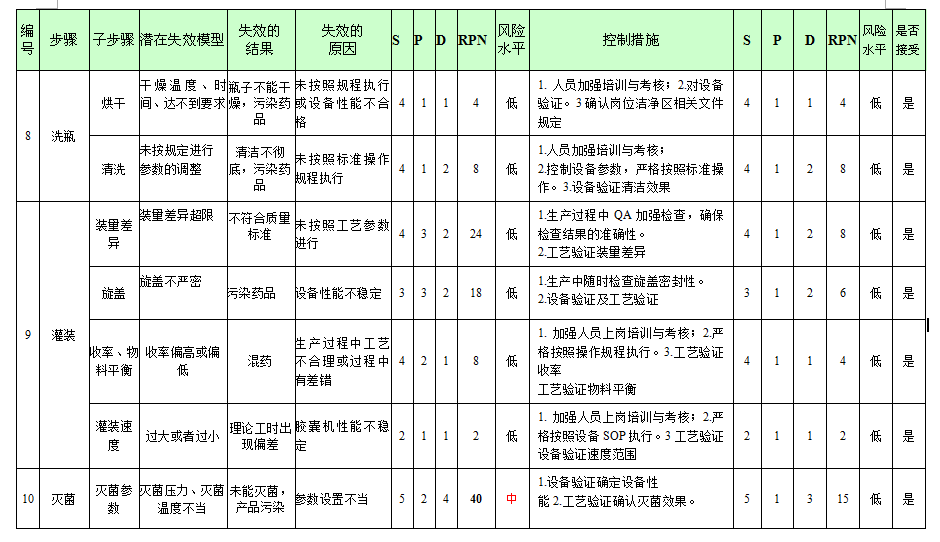
7、生产工艺存在的风险评估
7.1阿胶益寿口服液工艺流程图
7.2通过评价风险的严重性、可能性和可检测性,从而确认风险的等级。采用RPN(风险优先系数)进行计算,将严重程度、可能性及可检测性三种因素的分值相乘获得风险优先系数(RPN=S×P×D)
7.2.1严重性S:测定风险的潜在后果,主要针对可能危害产品质量、患者健康及数据完整性的影响
分值
标准
1
对产品质量无影响
2
一般偏差、小偏差
3
非关键性偏差
4
关键性偏差
5
致命产品质量缺陷,必须被召回
7.2.2可能性P:根据累积的经验、工艺/操作复杂性知识或其他目标数据,可获得可能性的数值。
分值
标准
1
每年最多1次
2
少于半年1次
3
少于每月1次
4
时常发生(每周1次)
5
经常发生(每天1次)
7.2.3可探查性D:潜在风险造成危害前,检测发现的可能性。
分值
标准
1
随时能够发现,有在线监测
2
十分容易很快发现,很高的发现率
3
定期检查可以发现
4
很难发现,很低的发现率,取样检测才发现
5
风险不易发现或用户投诉后才发现
7.2.4根据风险指数(优先等级)RPN=发现的可能性(P)×严重性(S)×可识别性(D)等级指数分为高、中、低,用H、M、L表示。等级划分情况如下:
1低风险水平:RPN ≤25此风险水平为可接受,无需采用额外的控制措施。
2中等风险水平:25≤RPN≤60,此风险要求采用控制措施,通过提高可检测性及(或)降低风险产生的可能性来降低最终风险水平。所采用的措施可以是规程或技术措施,但均应经过验证。
3高风险水平:61≤RPN≤125或严重程度=5,此为不可接受风险。必须尽快采用控制措施,通过提高可检测性及降低风险产生的可能性来降低最终风险水平。验证应先集中于确认已采用控制措施且持续执行。严重程度分值为5导致的高风险水平,必须将其降低至RPN≤8。
分值
标准
级别
1~25
风险较低,可接受的风险,可无需采取措施
低
25~60
风险中等,非关键性风险,建议采取措施降低风险。
判断风险的严重性,则也必须采取控制措施
中
61以上
风险较高,关键性风险,必须措施降低风险
高
9、结论
通过对上述对人员、物料、设备、相关文件、生产各工序的风险项进行调查分析与评估,共查找列举了可能风险项目45项,分析评估判断中等级风险项目13项,高等级风险项目2项,对于低等级风险加强工作责任与教育。将存在高、中等等级风险的工序,作为关键工序,通过验证评估其工序关键工艺参数的控制保证水平,根据验证结果修订相关工艺规程和标准操作规程,并针对这些关键工序,加强操作人员和现场QA多次复核复检等控制手段,必要时制定专门的管理制度,将风险控制在可接受范围内。初步评估:在获得相应的验证数据与结果支持后调整相关规程与SOP,实施严格的控制措施后将能够有效降低或控制了 生产过程中的质量风险。对这一风险评估进行关闭。
评估小组成员:
审核人: 日期:
批准人: 日期: